
当社マシニングチームメンバーから「A-TAPすごいよ」という話を聞いたので、大きいPTネジ加工でも使えるのか試してみました。
・・というか、そもそもOSGのA-TAPシリーズにテーパネジ用のタップがあることを知らなかった。
んで、言われて探すとありました(笑)→OSG A-TAP
ということで、早速購入!!(ちなみに参考価格モノタロウ)
今回は当社で一番多く使用する PT1/8と使用予定のあるPT1/4、PT3/8 を調達しました。
そしてすぐ使う!!

さすが同期タップ用なのでピッチを飛ばしてますね。インターラップ形と呼ばれ、切削抵抗を抑えるとかなんとか
パッと見た感じはテーパ感がない・・ストレートっぽいし加工できるのか、と不安になりながら刃物を取り付けて、とりあえずやってみる
1stアタックの加工条件はこちら
ワーク材質SUS304(板厚12mmを貫通)
使用工具 OSG A-TPT(PT3/8-19)
ホルダ 日研 BT40-SK16(標準コレットΦ14使用)
S 52rpm F 69.51mm/min
加工深さ(ワーク上面より21mm=基準径位置のまま)
下穴径Φ14.4
使用機械 DMG森精機 DURAVERTICAL635eco 切削液 水溶性(ケミクールE-311S)
動画はタップ加工時の主軸負荷の推移です。(オペレータ画面だけなのであまり参考にならないかも)
主軸負荷max72%までいきました。
加工時まったく音がありません。(あったら困りますが)
基準径位置の深さまで加工したときのゲージの具合がコチラ
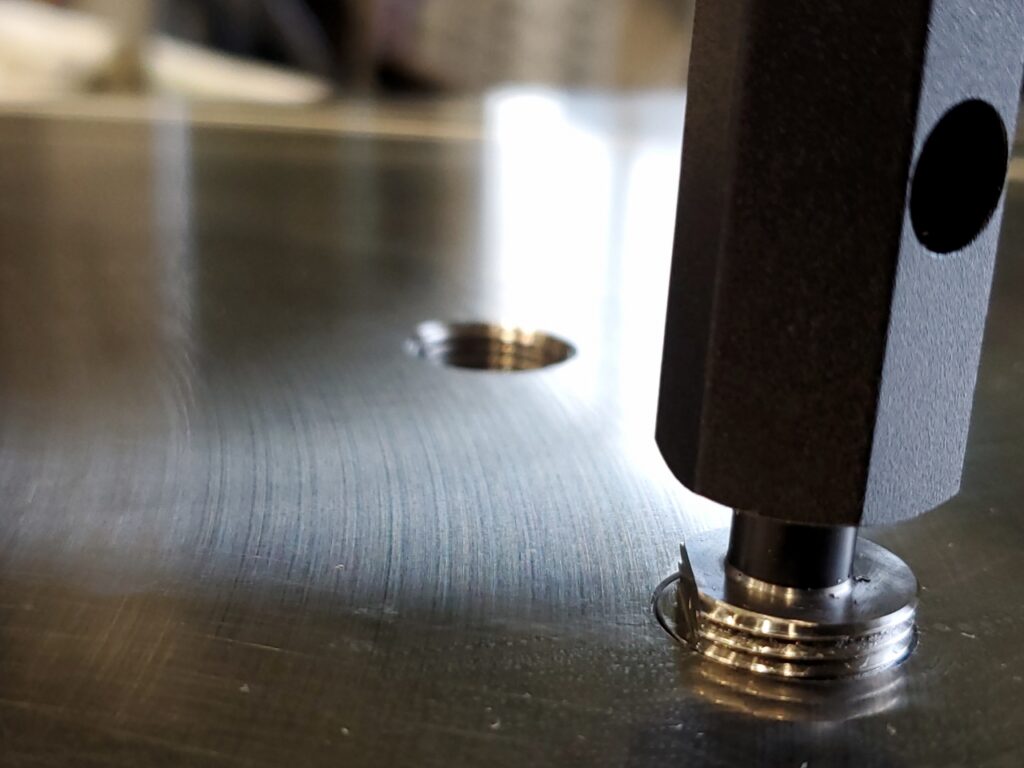
ほぼ決まってます。実際はもう少し深いほうがいいですよね
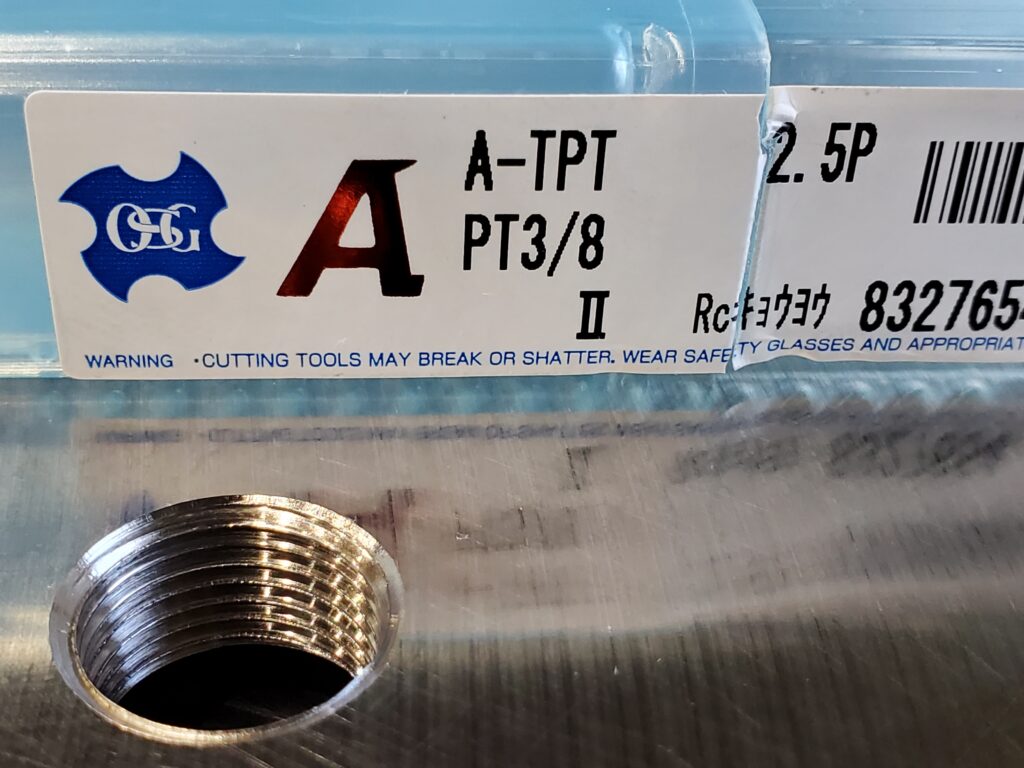
水溶性切削液仕様の自動機で加工したにしてはまずまずのネジ山だと思います。
今まで水溶性のマシニングでPT加工してムシれて痛い目にあったあの日々はなんだったんでしょうか・・・
わざわざマクロ組んで高いプラネットタップ買ってヒヤヒヤしながら補正かけてプラスアウトになったあの日も・・
本番加工に向けて切削液を濃い目にしたり、下穴径を寸法交差内でもう少し大きくしたり、条件を煮詰めてみたり、と色々改善点はありますが、初回でここまで加工できればスタメン入りは確実だと思います。
これからは自信をもって完成直前のワークでPTテーパネジ加工できますね。
結論、非力なマシニングでも十分使用できました。(当社調べ)
加工の状況によってガラッと内容が変わるのがテーパネジ加工なので、今回の記事はあくまで当社の場合ということで参考程度に考えてください。
OSG Aシリーズ・・・コーティングしただけやないかいっ、と内心期待していませんでしたが・・・
まだまだ勉強せねばと痛感しました。
また、このような記事をつづっていくつもりなので、これからも弊ブログを宜しくお願いいたします。
ちなみに、コーティングといえばこちらもどうぞ♪マシニングでスロッター加工してみた




